еЊвЊ: ЭЈГЃЃЌжБНгРћгУЭЈгУКѓжУДІРэЦїЩњГЩЕФNCДњТыгыгУЛЇЪЙгУЕФЪ§ПиЛњДВКЭЯЕЭГЕФвЊЧѓВЛЗћЃЌВЛФмЩњГЩе§ШЗЕФМгЙЄГЬађЃЌЕМжТЪ§ПиМгЙЄВЛФмАВШЋЁЂПЩППЕиНјааЃЌВЂЧвЭЈгУКѓжУДІРэЦїВЛФмЪфГіЛњДВЪ§ПиЯЕЭГЫљЬигаЕФИЈжњЙІФмЃЌЪЙЕУЪ§ПиЛњДВЬиадЙІФмЕФРћгУЪмЕНгАЯьЁЃ
БОПЮЬтеыЖдMIKRON UCP 600 VarioаЭЮхжсМгЙЄжааФМАХфжУЕФHeidenhain iTNC 530Ъ§ПиЯЕЭГНјааСЫзЈгУКѓжУДІРэЕФбаОПЃЌПЊЗЂСЫКѓжУДІРэГЬађЃЌИУГЬађФмЙЛИљОнЕЖЮЛдДЮФМўЩњГЩЪ§ПиМгЙЄГЬађЃЌЧвЮоашЖўДЮИќИФЃЌОЭПЩвдЪЕЯжЮхжсСЊЖЏЪ§ПиМгЙЄЁЃ
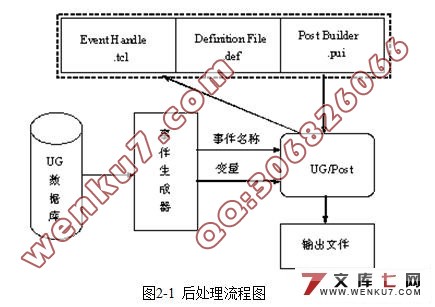
Heidenhain iTNC 530Ъ§ПиЯЕЭГГ§СЫОпБИISOБъзМЕФИЈжњЙІФмвдЭтЃЌЛЙгаЦфЫќЬигаЕФИЈжњЙІФмЃЌеыЖдИЈжњЙІФмКЭЮхзјБъЪ§ПиМгЙЄЛњДВЕФЬиЪтадЃЌРћгУUG/Post BuilderКѓжУДІРэЦїЃЌЪЕЯжСЫФЃЬЌИЈжњЙІФмжИСюM126ЁЂM128ЕФЪфГіКЭЗЧФЃЬЌИЈжњЙІФмжИСюбЛЗ32ЕФЪфГіЁЃЭЈЙ§гУЛЇздЖЈвхЙІФмЃЌвдTclгябдЮЊПЊЗЂгябдЃЌЪЕЯжСЫдкЩњГЩNCГЬађЕФЭЌЪБЪфГізмМгЙЄЪБМфЁЂУПЕРЙЄађЕФМгЙЄЪБМфКЭЕЖОпаХЯЂЁЃНЋзЈгУКѓжУДІРэГЬађгыUGМЏГЩЃЌЪЕЯжСЫдкUGжаЕїгУКѓжУДІРэГЬађздЖЏЩњГЩЪ§ПиМгЙЄДњТыЁЃ
ЙиМќДЪЃКЮхзјБъМгЙЄ Ъ§ПиБрГЬ КѓжУДІРэ МгЙЄЗТец ећЬхвЖТж
Study on Post Processing for NC Programming of Five-axis Machining Center
Student name: Chen Rui Liang Class: 0681053
Supervisor: Yu Fei
AbstractЃКUsually, the NC code generated by the general post processor doesn't match with the request of the numerical control machine and the its system. Thus it cannot produce the correct processing procedure, results in the numerical control processing can not be carried out with safety and reliabitlity, furthermore, the general post processor cannot output the unique auxiliary function of the machine numerical control system, which causes the characteristics and functions of the numerical control machine to be used efficaciously or correctly.
Aimed to MIKRON UCP 600Vario five-axis machining center and Heidenhain iTNC 530 numerical control system, the special-purpose post-processing was studied, and the post-processing programme was develope in this paper. This programme can produce NC processing procedure according to the cutter location source file, and it is not necessary to conduct second alteration, then it can realize five-axis simultaneously controlled NC processing.
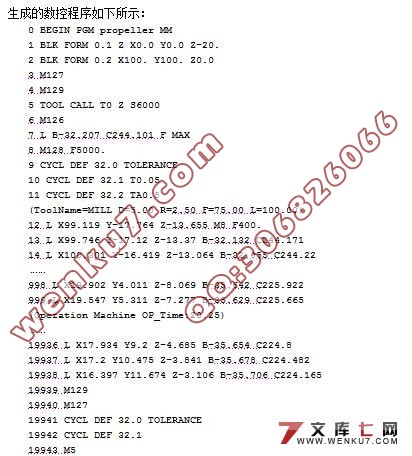
Besides the ISO auxiliary function, HEIDENHAIN iTNC 530 numerical control system also has many other unique auxiliary functions. Aim to these functions and the particularity of five-axis NC machining and post-processing UG/Post Builder we conducted the output of the modality assistance function instruction M126, the M128 and the output of the non-modality assistance function instruction circulation 32. Through the user-defined functions, taking the Tcl as the development language, the subject has realized to output the total process time and each working procedure process time and tool-information while produces the NC procedure. The integration of special-purpose post-processing procedure and the UG has attained automatically to produce the numerical control processing code by transferring the post-processing procedure in UG.
KeywordsЃКFive-axis machining NC programming Post processing Machining simulation Integral impeller
UGЬсЙЉЕФКѓжУДІРэЗНЗЈ
Unigraphics NXЪЧУРЙњEDSЙЋЫОЭЦГіЕФУцЯђжЦдьаавЕЕФCAD/CAE/CAMвЛЬхЕФИпЖЫШэМўЁЃЫќЙІФмЧПДѓЁЂФкШнЗсИЛЃЌЮЊгУЛЇЬсЙЉСЫМЏГЩзюЯШНјЕФММЪѕКЭвЛСїЪЕМљОбщЕФНтОіЗНАИЃЌФмЙЛАбШЮКЮВњЦЗЙЙЯыИЖжюгкЪЕМЪЁЃUG NXКИЧСЫЙЄвЕЩшМЦЕФдьаЭЁЂзАХфЁЂМгЙЄЁЂЗТецКЭЗжЮіЕШСьгђЕФВйзїЙІФмЁЃUG NXШэМўЙуЗКгІгУгкЭЈгУЛњаЕЁЂФЃОпЁЂЕчЦїЁЂЦћГЕЁЂЛЏЙЄМАКНЬьСьгђ[26]ЁЃ
UGЬсЙЉСЫСНжжКѓжУДІРэЗНЗЈ:ЭМаЮКѓжУДІРэФЃПщGPM (Graphics Postprocessor Module)КЭUGКѓжУДІРэЦїUG/Post BuilderЁЃФПЧАгІгУзюЖрЕФЪЧUG/Post Builder[27]ЁЃ
дкUGжаЪ§ПиМгЙЄГЬађЕФЩњГЩЙ§ГЬШчЯТЫљЪОЃК
ЃЈ1ЃЉНЋвЊЪфГіЕФГЬађНкЕуЯТИїИіВйзїЕФХХСаЫГађжиаТМьВщећРэвЛБщЃЌБЃжЄЗћКЯМгЙЄЫГађЃЛ
ЃЈ2ЃЉДгВйзїЕМКНЦїжабЁдёвЊЪфГіЕФГЬађНкЕуЃЛ
ЃЈ3ЃЉЕЅЛїКѓДІРэЭМБъЕЏГіPostProcessЖдЛАПђЃЛ
ЃЈ4ЃЉдкЛњДВСаБэжабЁдёжИЖЈМгЙЄЛњДВЕФКѓжУДІРэГЬађЃЛ
ЃЈ5ЃЉЭЈЙ§BrowseАДХЅбЁШЁДцЗХЪ§ПиМгЙЄГЬађЕФЮФМўМаЃЌЪфШыГЬађУћЃЛ
ЃЈ6ЃЉдкOutput UnitsЯТРВЫЕЅжабЁШЁЪфГіЕЅЮЛЮЊЙЋжЦЛђгЂжЦЃЛ
ЃЈ7ЃЉШчЙћЯЃЭћдкЪфГіЙ§ГЬжаЭЈЙ§аХЯЂДАПкЯдЪОЪфГіЕФЪ§ОнЃЌбЁШЁlist outputЃЌЕЋЪЧетбљЛсНЕЕЭЪфГіЫйЖШЃЛ
ЃЈ8ЃЉЕЅЛїapplyЃЌЭъГЩЪфГіЃЌЩњГЩЪ§ПиМгЙЄГЬађЮФМўЁЃ

ЮхжсМгЙЄжааФМАХфжУЕФЪ§ПиЯЕЭГКѓжУДІРэбаОП
ЮхжсМгЙЄжааФМАХфжУЕФЪ§ПиЯЕЭГКѓжУДІРэбаОП
ЮхжсМгЙЄжааФМАХфжУЕФЪ§ПиЯЕЭГКѓжУДІРэбаОП

ЮхжсМгЙЄжааФМАХфжУЕФЪ§ПиЯЕЭГКѓжУДІРэбаОП
ЮхжсМгЙЄжааФМАХфжУЕФЪ§ПиЯЕЭГКѓжУДІРэбаОП
ФП ТМ 16000зж
ЕквЛеТ аїТл 1
1.1Ъ§ПиБрГЬКѓжУДІРэММЪѕ 1
1.2Ъ§ПиБрГЬКѓДІРэММЪѕбаОПЯжзД 1
1.3жївЊбаОПФкШн 4
ЕкЖўеТ UGКѓжУДІРэЦїНщЩм 4
2.1 UGЬсЙЉЕФКѓжУДІРэЗНЗЈ 4
2.1.1 UGЭМаЮКѓжУДІРэФЃПщ 4
2.1.2 UGКѓжУДІРэЦїUG/Post Builder 4
2.2 UG/Post BuilderжївЊВЮЪ§ 6
2.3 MIKRONЮхжсМгЙЄжааФМАХфжУЕФЪ§ПиЯЕЭГНщЩм 8
2.4 Heidenhain iTNC 530Ъ§ПиЯЕЭГЕФЪ§ПиГЬађИёЪН 9
2.5 ЫЋзЊЬЈЮхзјБъКѓжУДІРэЫуЗЈ 10
ЕкШ§еТ MIKRONЮхжсМгЙЄжааФКѓжУДІРэЕФбаОП 13
3.1 РћгУPost BuilderНЈСЂЛњДВЬиадЪ§ОнЮФМў 13
3.1.1 ЩшжУЛњДВВЮЪ§ 13
3.1.2 ЩшжУГЬађЕФИёЪН 15
3.1.3 ЩшжУГЬађЖЮИёЪН 17
3.1.4 ЩшжУЪфГіЮФМў 19
3.2 ЪфГіИЈжњЙІФмжИСю 20
3.2.1 ФЃЬЌИЈжњЙІФмжИСюЕФгІгУ 20
3.2.2 ФЃЬЌИЈжњЙІФмжИСюЕФЪфГі 24
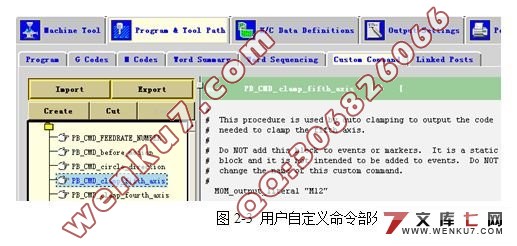
3.2.3 ЗЧФЃЬЌИЈжњЙІФмжИСюЕФгІгУгыЪфГі 25
3.3 ЪЕЯжгУЛЇздЖЈвхЙІФм 26
3.3.1ЪфГіУПЕРЙЄађЕФМгЙЄЪБМф 26
3.3.2ЪфГіМгЙЄзмЪБМф 27
3.3.3ЪфГіЕЖОпаХЯЂ 27
3.4 MIKRONЮхжсМгЙЄжааФКѓжУДІРэГЬађгыUGМЏГЩ 28
3.5 UGжаЪ§ПиМгЙЄГЬађЕФЩњГЩ 29
ВЮПМЮФЯз 31
ВЮПМЮФЯз
[1] жмМУ.жмбоКь.Ъ§ПиМгЙЄММЪѕ.ББОЉ:ЙњЗРЙЄвЕГіАцЩч,2002,31-35
[2] СѕалЮА.Ъ§ПиМгЙЄРэТлгыБрГЬММЪѕ.ББОЉ:ЛњаЕЙЄвЕГіАцЩч,2002,55-60
[3] ЪЕгУЪ§ПиМгЙЄММЪѕЮЏдБЛс.ЪЕгУЪ§ПиМгЙЄММЪѕ.ББОЉ:БјЦїЙЄвЕГіАцЩч,1995,122-125
[4] АВНм.зоъХеТ.UGКѓДІРэММЪѕ.ББОЉ:ЧхЛЊДѓбЇГіАцЩч,2003,140-142
[5] ЭѕЮРБј,MasterCAMЪ§ПиБрГЬЪЕгУНЬГЬ,ББОЉ:ЧхЛЊДѓбЇГіАцЩч,2004,77-79
[6] Sheu, Jinn-Jong, Three-dimensional CAD/CAM/CAE integration system of sculpture surface die for hollow cold extrusion, International Journal of Machine Tool & anufacture.1999,39(1):33-35
[7] Shang-liang chen and Wen-Tai Wang, Computer aided manufacturing technologies for centrifugal compressor impellers.Journal of material processing technology.2001,115(3):284-293
[8] Lee, R.-S, She, C.-H, Developing a postprocessor for three types of fives-axis machine tools,International Journal of Advanced Manufacturing Technology,1997,13(9):658-665
[9] бюЙњЦН.CAXAжЦдьЙЄГЬЪІ2000НЬГЬ.ББОЉ:ЛњаЕЙЄвЕГіАцЩч,2001,12-13
[10] жгМћСе.ГТауУЗЕШ.Sodick MC450МгЙЄжааФКѓжУДІРэбаОП.ЛњаЕЩшМЦгыжЦ,2002,(2):88-90
[11] еХРћВЈ.жмМУ.ПЊЗНЪНЪ§ПиБрГЬЭЈгУКѓжУДІРэЦї.ЛњаЕгыЕчзг,1996, (4): 3-4
[12] дјАЎЛЊ.Ъ§ПиМгЙЄЯЕЭГжаЭЈгУКѓжУДІРэЯЕЭГЕФбаОПгыЪЕЯж.МЦЫуЛњИЈжњЩшМЦгыжЦдьЃЌ1996,(1):26-29
[13] ЙЖчїЕШБржј.MastercamНјНзЙІФмЦЪЮі.ББОЉ:ЛњаЕЙЄвЕГіАцЩчЃЌ2003,96-97
[14] ГТЮФИя.вќЗМ.ЛљгкMasterCAM9.0КѓжУДІРэГЬађЕФЖўДЮПЊЗЂ.CAD/CAMгыжЦдьаХЯЂЛЏЃЌ2005,(3):36-40
[15] КЋНЈОќ.ЭМаЮШэМўANVIL5000МАЦфКѓжУДІРэГЬађЩшМЦ.ЬьНђРэЙЄбЇдКбЇБЈ,1999,15(2):94-96
[16] ЭѕЦєИЛ,дЌЛд,CATIA NCКѓжУДІРэЕФПЊЗЂгыгІгУ,CAD/CAMгыжЦдьвЕаХЯЂЛЏ,2003, (11):88-91
[17] зЃвцОќ.ЮхжсМгЙЄжааФC40UКѓжУДІРэШэМўЕФПЊЗЂ.В§КгПЦММ,2004,(3):15-19
[18] ГТЛд.ЭѕжЊааЕШ.ЛљгкUG/PostЕФВЂСЊЛњДВЪ§ПиКѓжУДІРэЦїЕФПЊЗЂ.ЙўЖћБѕРэЙЄДѓбЇбЇБЈ,2002, (5): 83-86
[19] PathtraceЙЋЫОББОЉАьЪТДІ.бАЧѓЭъУРЕФКѓжУДІРэГЬађ.CAD/CAMгыжЦдьвЕаХЯЂЛЏ,2003,(4):99-100
[20] Schulz H. Hochgeschwindigkeitsfraesen metallischer and nichtmetallischer Werkstoffe.
Muenchen Wien: Carl Hauser Verlag, 1989,22-24
[21] РюМб.жьаФал.ЭЈгУКѓжУДІРэЯЕЭГНщЩм.МЦЫуЛњИЈжњЩшМЦгыжЦдь,1996,(6):19-21
[22] бюЪЄШК.UG NXЪ§ПиМгЙЄММЪѕ.ББОЉ:ЧхЛЊДѓбЇГіАцЩч,2006,130-132
[23] амЧхЦН.еХе§гТЕШ.CNCЯЕЭГОоСПNCГЬађНтЪЭЪЕЯжЕФЗНЗЈ.жаЙњЛњаЕЙЄГЬ,1999,10(6):673-675
[24] РзДѓН.жмУЏЪщ.ЮхжсСЊЖЏЪ§ПиМгЙЄКѓжУДІРэЦїЕФЖЈжЦ.ЙЄГЬЮяРэбаОПдКПЦММФъБЈ,2004,(1):126-127
[25] СКбЕH.ЮвЙњЛњДВЙЄвЕвбПчШыЪРНчааСаЕквЛЗНеѓ.зщКЯЛњДВгыздЖЏЛЏМгЙЄММЪѕ,2003,(8):1-5
[26] ЭѕЧьСж.РюРђУєЕШ.UG CAMгІгУАИР§МЏ(NXАц).ББОЉ:ЧхЛЊДѓбЇГіАцЖХ,2003,88-90
[27] ТэЧяГЩ.UG CAMЦЊ.ББОЉ:ЛњаЕЙЄвЕГіАцЩч,2002,130-132
[28] Unigraphics Solutions Inc.UG CAMЪЕгУНЬГЬ.ББОЉ:ЧхЛЊДѓбЇГіАцЩч,2003,210-212
[29] A. Aforuard, C. Tournier. Description formats of tool trajectory suited to High-Speed
Machining. Proceedings of the Inter national Conference on High Speed Machining, 2004:191-195
[30]] еХРкБржј.UG NX4КѓДІРэММЪѕХрбЕНЬГЬ.ББОЉ:ЧхЛЊДѓбЇГіАцЩч,2007,30-35
[31] ТРЗяУё.КѓжУДІРэЫуЗЈМАЛљгкUG/OPEN GRIPЯТЕФГЬађПЊЗЂ.ЁОЫЖЪПбЇЮЛТлЮФЁП,ДѓСЌРэЙЄДѓбЇЃЌ2005
[32] Y.C.Kao,G.C.Lin.CAD/CAM collaboration and remote machining.Computer Integrated Manufacturing Systems,July 1996,Vol.9(3):149-160
[33] жмЩї.вћСЯЦПДЕЫмФЃОпЮхжсСЊЖЏЪ§ПиИпЫйЯГЯїЙЄвегХЛЏМАЪ§ПиБрГЬ.ЁОЫЖЪПбЇЮЛТлЮФЁПЃЌЭЌМУДѓбЇ,2004
[34]Kim.Tae-Yong, Woo. Joongwon. Indirect cuting force measurement in multi-axis
simultaneous NC milling processes. International Journal of Machine Tools and Manufacture
November, 1999, Vol.39(11): 1717-1731
[35] РюЛЊЦы.ГЕМфЙЄвеЕФЯжзДгыЗжЮі.НФЯМЏЭХММЪѕ,2003.1:55-57
[36] ВЬИДжЎ.ЪЕгУЪ§ПиМгЙЄММЪѕ.ББОЉ:БјЦїЙЄвЕГіАцЩч,1995,98-100
[37] iTNC530 User's Manual HEIDNHAIN Conversational Format. Germany, March.2002
[38]M. Kilic, S. Hizirog. Efect of machining on surface roughness of wood. Building and
Environment, 2006.5, Vol.4](8): 1074-1078
|
