вЦЖЏЪжБњЕФЙЄвеЙЄзАЩшМЦ(ЩшМЦЫЕУїЪщ7600зж,cadЭМжН15еХ)
еЊвЊ ЯжДњЛњаЕМгЙЄаавЕЗЂЩњзХЩюПЬЕФНсЙЙадБфЛЏЃЌЙЄвеЙЄзАЕФЩшМЦгыИФСМвбГЩЮЊЦѓвЕЩњДцКЭЗЂеЙЕФБивЊЬѕМўЁЃЙЄвеЙЄзАЕФЩшМЦгыИФСМжБНггАЯьзХСЌИЫИЧЕФжЪСПгыадФмЁЃСЌИЫИЧаавЕзїЮЊвЛИіДЋЭГЖјИЛгаЛюСІЕФаавЕЃЌНќЪЎМИФъШЁЕУСЫЭЛЗЩУЭНјЕФЗЂеЙЁЃдкаТОМУЪБДњЃЌСЌИЫИЧаавЕГЪЯжСЫаТЕФЗЂеЙЧїЪЦЃЌгЩДЫЖдЦфСЌИЫИЧжЪСПЁЂадФмВњЩњСЫаТЕФБфЛЏЁЃ
БОЮФЪзЯШНщЩмСЫСЌИЫИЧЕФзїгУКЭЙЄвеЗжЮіЃЌЦфДЮШЗЖЈУЋХїГпДчЃЌШЛКѓНјааСЫЙЄвеЙцГЬЩшМЦЃЌзюКѓЖдЕк30ЕРЙЄађКЭЕк50ЕРЙЄађНјааСЫМаОпЩшМЦ
ЙиМќДЪЃКЙЄвеЗжЮі ЙЄвеЙцГЬЩшМЦ МаОпЩшМЦ
The design of the connecting rod cap ‘s technical frock
Abstract A profound structural movement is taking place in the modern machine process industry, so the design and improvement of the technical frock have become the necessary condition for the corporation to live and develop. the design and improvement of the technical frock directly affect the quality and performance of the connecting rod cap. The connecting rod cap industry which is traditional and vivid has much developed in recent ten years. In new economy times , The cap industry presents a new developing trend. So there is a new requirement to its quality and performance.
This paper introduces the effect and technical analyse of the Connecting rod cap at first , then makes sure the rough’s size, planning the technical rules , at last designs the modular for the 30th and 50th working procedure .
Key words technical analyse the technical rules plan modular design
.СуМўЕФНсЙЙЙЄвеЗжЮі
ЫљЮНСуМўЕФНсЙЙЙЄвеадЪЧжИЩшМЦЕФСуМўдкТњзуЪЙгУвЊЧѓЕФЧАЬсЯТЃЌЦфжЦдьЁЃ
ЕФПЩааадКЭОМУад
гЩИНЭМСуМўЭМЕУжЊ,ЦфВФСЯЮЊHT200,ИУВФСЯОпгаНЯИпЕФЧПЖШ,ФЭФЅад,ФЭШШадМАМѕеёад.ЪЪгУгкГаЪмНЯДѓгІСІ,вЊЧѓФЭФЅЕФСуМў.
ИУСуМўЕФжївЊМгЙЄУцЮЊNУцRУцQУцDУцМАПэЮЊ35ЕФСНВлУцКЭφ42H7,φ35H7, φ42,φ20H7ЕФПз.
NУцRУцЕФДжВкЖШЮЊRa12.5um,QУцDУцЕФДжВкЖШЮЊRa3.2um. φ42H7,φ35H7ЕФПзЕФЭЌжсЖШЮЊ0.03ЧвСНПзЕФДжВкЖШRaЮЊ 3.2um, φ42ЕФПзФкБкДжВкЖШЮЊ12.5um, 2-φ20H7ЕФПзФкБкДжВкЖШRaЮЊ 1.6um,ПэЖШЮЊ35+0.34ЕФВлСНВрБкЕФДжВкЖШRaЮЊ3.2um,дкЧАВПφ42H7ЕФПзгы2-φ20H7ЕФПздВаФОрЮЊ46.37mmМгЙЄетаЉЪБзюКУФмдквЛДЮзАМаЯТЭЌЪБМгЙЄГіРД,ЭЌЪБвВПЩвдВЩгУЛЅЮЊЛљзМЕФддђНјааЛЅЖЈЮЛ.
гЩВЮПМЮФЯз(1)жаЕФгаЙиЗНУцКЭПзМгЙЄ,УцВлЯГЕФОМУОЋЖШМАЛњДВЫљФмДяЕНЕФЮЛжУОЋЖШПЩжЊ,ЩЯЪіММЪѕвЊЧѓЪЧПЩвдДяЕНЕФ,СуМўЕФНсЙЙЙЄвеадвВЪЧПЩааЕФ.

ФП ТМ
в§бд………………………………………………………………………………… 3
ЕквЛеТ СуМўЕФЗжЮі…………………………………………………………… 3
1.1 СуМўЕФзїгУ……………………………………………………………… 3
1.2 СуМўЕФЙЄвеЗжЮі………………………………………………………… 3
ЕкЖўеТ ШЗЖЈУЋХїЃЌЛУЋХїЭМ……………………………………………… 4
ЕкШ§еТ ЙЄвеЙцГЬЩшМЦ……………………………………………………… 5
3.1 ЖЈЮЛЛљзМЕФбЁдё………………………………………………………… 5
3.2 МгЙЄЙЄвеТЗЯп…………………………………………………………… 6
3.3 бЁдёМгЙЄЩшБИМАЕЖОпЃЌМаОпЃЌСПОп…………………………………………7
3.4 МгЙЄЙЄађЩшМЦ………………………………………………………………7
ЕкЫФеТ МаОпЩшМЦ …………………………………………………………… 11
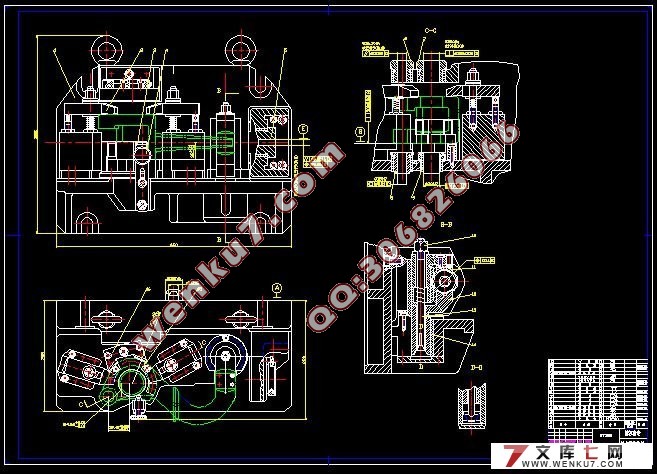
4.1 Ек30ЕРЙЄађЕФМаОпЩшМЦ………………………………………………11
4.1.1 ШЗЖЈЩшМЦЗНАИ…………………………………………………………11
4.1.2 МЦЫуМаНєСІВЂШЗЖЈТнИЫЕФжБОЖ………………………………………12
4.1.3 ЖЈЮЛОЋЖШЗжЮі………………………………………………………… 12
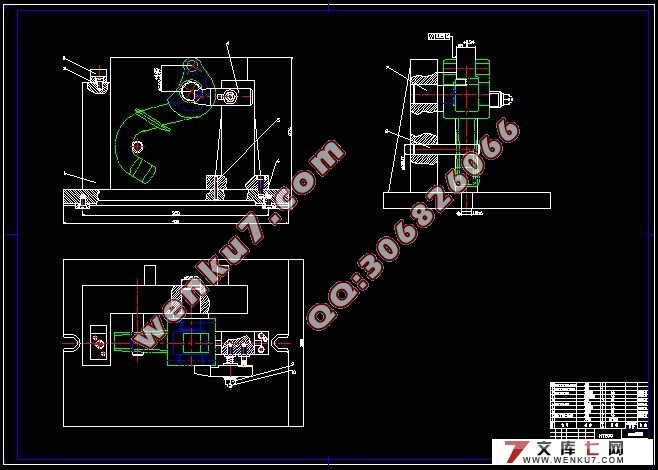
4.2 Ек50ЕРЙЄађЕФМаОпЩшМЦ……………………………………………… 13
4.2.1 ШЗЖЈЩшМЦЗНАИ………………………………………………………… 13
4.2.2 ЖЈЮЛОЋЖШЗжЮі………………………………………………………… 13
НсТл………………………………………………………………………………… 14
жТаЛ………………………………………………………………………………… 15
ВЮПМЮФЯз…………………………………………………………………………… 16
|